
BMS智能管理云平台

联系我们
浏览量:
1035
酸性气回收成套技术
零售价
0.0
元
市场价
0.0
元
浏览量:
1035
产品编号
数量
-
+
库存:
产品描述
参数
从石油、石化、冶金、化工、煤化工等行业含H2S等硫化物的酸性气回收利用硫的方式主要有硫回收和酸回收。
改良克劳斯硫回收工艺
目前,“克劳斯制硫磺+加氢还原尾气处理”工艺技术已经成为硫回收领域的主流工艺。但常规克劳斯装置的硫回收率有限,尾气不能达标排放,目前是困扰很多克劳斯装置运行的大问题。随着国家环保要求越来越高,新环保标准要求尾气中SO2≤100mg/Nm3,特殊地区尾气中SO2≤50mg/Nm3。
我公司推出的新型硫回收成套工艺技术——富氧/纯氧克劳斯硫回收成套工艺技术,可达到SO2≤35mg/Nm3的超低排放要求,设备连续运行周期长,无需燃料消耗,可适用于酸性气浓度低,负荷操作弹性大,低负荷下可平稳运行,大大节省了投资和运行成本。其显著特点:
① 采用富氧/纯氧燃烧工艺;
② 原料酸性气硫化氢含量适用范围广;
③ 运行稳定,操作可靠;
④ 低投资成本;
⑤ 保证达标排放的尾气处理工艺。
湿法制酸
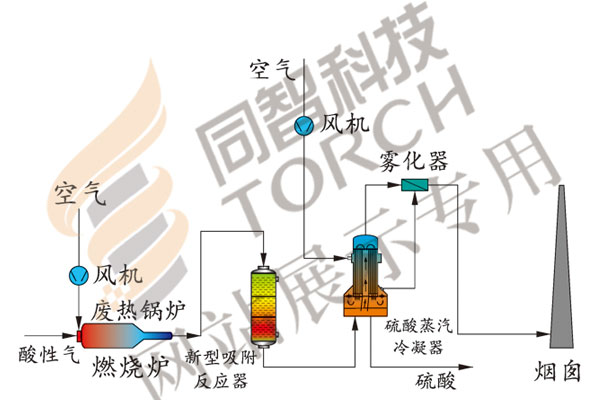
同智TRCSA湿法制酸硫回收技术,适合于多种湿性废气(包括 H2S、CS2 或 SO2)脱硫处理应用,包括冶金、一般化学品、煤气化、煤基肥料、天然气加工、钢铁、电力、粘胶纤维、色料制造、炼油、石油化工等行业。处理回收成商品级的浓度约98%H2SO4,处理后废气排放满足国家新环保排放标准,也可满足用户的要求达到更低水平,并且大量副产蒸汽,进行热量回收。
除了具备传统湿法制酸工艺所具有的,流程简单、结构紧凑、工艺操作弹性大、热量回收率高等优势外,TRCSA由于采用 新型吸附湿法催化剂,保证了SO2转化率,采用特殊合金制成的模块化酸冷凝器进一步增强了工艺的可靠性,因此,具有更显著的特点:
① 高排放标准:>99%的硫回收率,SO2可达<50mg/m3;
② 大量副产蒸汽,废热回收效率高;
③ 对酸性气体组成没有限制,H2S可以低至1%以下,高可以超过90%;原料中可以含有高浓度的CO2,NH3,以及烃类等杂质;
④ 无废水、废渣等二次污染物排放;
⑤ 采用模块化设计,占地面积小,投资低;
⑥ 运行费用低,生产过程中,不需工艺水及化学品,冷却水消耗少;
⑦ 简单的自动化操作。燃烧是过氧燃烧,操作简单。

TDSR烟气脱硫与硫回收技术
采用特制吸收剂,针对烟气中的SO2具有极高的选择性和吸收能力,TDSR技术可深度吸收并脱除烟气中的SO2,达到超低排放标准,即SO2≤35mg/Nm³,吸收液中的SO2被解析出来变废为宝作为生产硫磺或硫酸的原料,经解析后的吸收液实现再生并循环利用。主要特点如下:
① 本技术吸收剂只吸收SO2以及微量的CO2、H2O、N2等,吸收能力稳定可靠,解析能力强,能耗低;
② 脱硫效率高达99.5%,出口尾气中SO2≤35mg/Nm³;
③ 吸收剂可再生循环利用,无需添加其余脱硫剂;
④ 吸收液中的SO2被解析出来变废为宝可作为生产硫磺或硫酸的原料,经济效益较高;
⑤ 烟囱排放无白烟产生。
关键词:
酸性气回收
制取硫酸
工业废酸处理
硫化氢废气处理
硫回收
酸回收
扫二维码用手机看

信息发送SAUNDERS
WRITE A MESSAGE TO US
客户留言
描述:

 400-6018-517
400-6018-517

 邮箱
邮箱

-
济南研发设计中心
山东省济南市高新区汉峪金谷A3-1-2005 -
济南生产基地
山东省济南市济北经济开发区泰兴东街6号 -
北京营销中心
北京朝阳区朝阳路8号朗延大厦A座418
扫一扫,关注我们

Copyright © 2021 山东同智创新能源科技股份有限公司 鲁ICP备15016326号-1 网站建设:中企动力 济南